











九州部品加工センター.COMを運営している紀之国屋では、 追加工だけでなく製品全体の加工も受託できますのでお気軽にご相談ください。
お問合せ・御見積ご依頼はこちら

担当:相浦(運営:紀之国屋)
九州部品加工センター.COMを運営している紀之国屋では、 追加工だけでなく製品全体の加工も受託できますのでお気軽にご相談ください。
お問合せ・御見積ご依頼はこちら
担当:相浦(運営:紀之国屋)



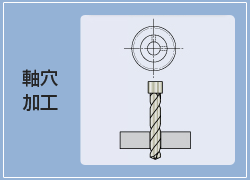
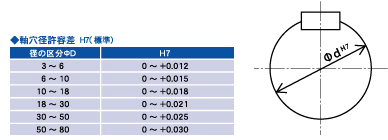
軸穴の寸法公差はJIS規格で決定されています。加工する前にしっかりと確認し、その規格に基づいて正確に加工することがポイントです。

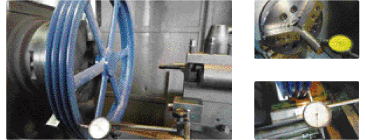
軸旋盤で軸穴を加工する際には、芯ずれに十分注意する必要があります。芯ずれを防止するためには、加工前にダイヤルゲージを用いて正確な芯出しを行なうことがポイントです。

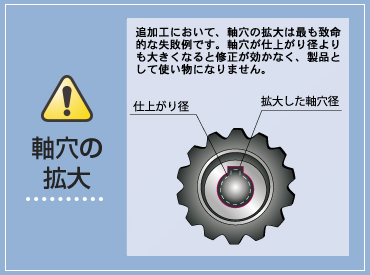
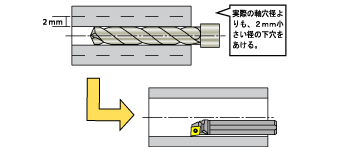
軸穴の拡大は追加工において致命的となる失敗です。旋盤を使用する場合には、軸穴の拡大を防ぐために、予めドリルを使い、軸穴径よりも2mmほど小さい径で下穴加工を施すことがポイントです。その後バイトで始めに残した2mmを正確に削っていきます。予め下限寸法で加工することにより、軸穴の拡大を防ぐことが可能になります。
九州部品加工センター.COMを運営している紀之国屋では、 追加工だけでなく製品全体の加工も受託できますのでお気軽にご相談ください。
お問合せ・御見積ご依頼はこちら
担当:相浦(運営:紀之国屋)

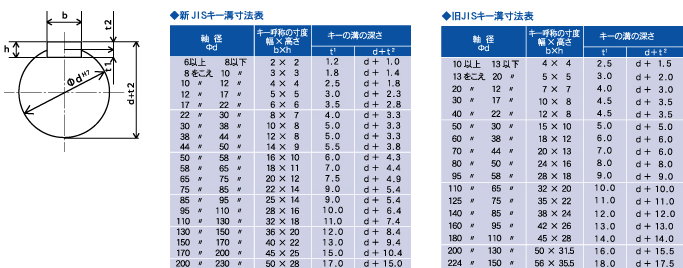

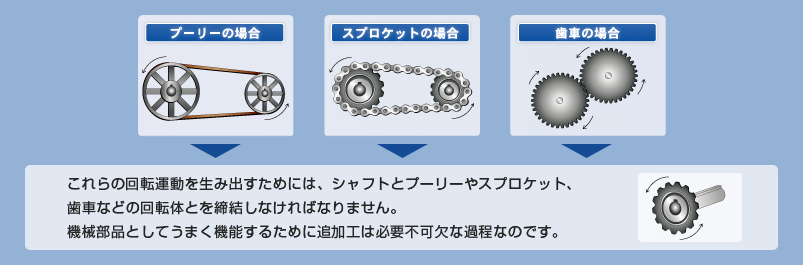
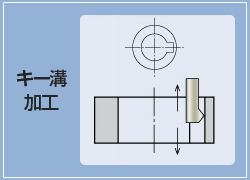
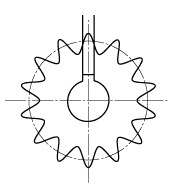
歯車やスプロケットの軸穴にキー溝加工を施す場合には、キー溝の加工位置に注意しなければなりません。 キー溝の位置決めを失敗すると、機械部品として機能を果たすことができなくなってしまいます。 したがって、特定の指定が無い場合には山の下にキー溝を加工することがポイントです。

九州部品加工センター.COMを運営している紀之国屋では、 追加工だけでなく製品全体の加工も受託できますのでお気軽にご相談ください。
お問合せ・御見積ご依頼はこちら
担当:相浦(運営:紀之国屋)

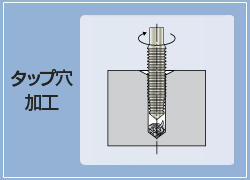
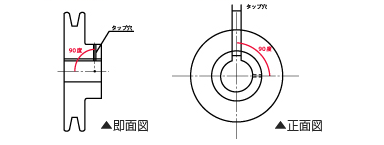
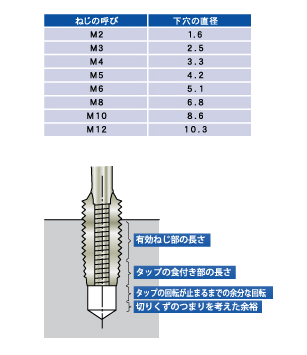
キー溝のあるプーリーやスプロケットに対してタップ穴追加工を施す場合には、キー溝に対して直角(90°)にタップを立てなければいけません。 正確に90°で加工するためには、初めに適正な大きさ、深さで下穴を開けることがポイントです。


通常、歯車やスプロケットに対するタップ穴追加工は1ヶ所~2ヶ所が一般的に多い加工内容です。
タップ穴追加工を2ヶ所施す場合には、2ヶ所目のタップを立てる位置決めが重要です。
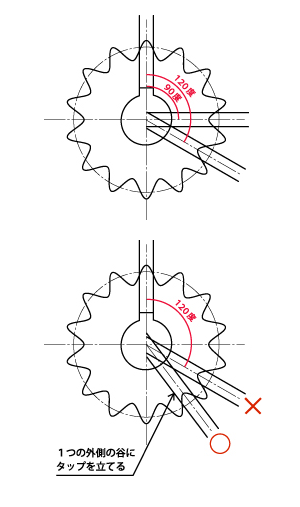
2ヶ所目のタップを立てる場所はキー溝に対して90°で加工した1ヶ所目のタップ穴に対して、90°又は120°の場所に立てます。
タイミングプーリーの歯の部分タップを加工する場合、谷の部分に加工します。又、タップ2ヶ所(90°、120°)に加工を施す場合で2ヶ所目が歯の山に当たる場合は1つ外側の谷部分にタップを立てるようにすることがポイントです。
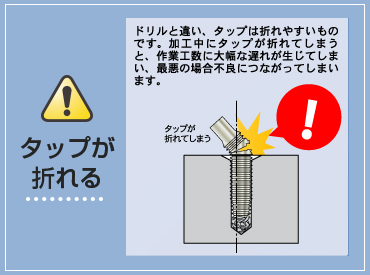
タップを立てる数や位置に関しては、追加工の場合1度失敗してしまうと製品として使い物にならなくなってしまいます。
したがって、事前にお客様との十分な確認が失敗を防ぐポイントとなってきます。
九州部品加工センター.COMを運営している紀之国屋では、 追加工だけでなく製品全体の加工も受託できますのでお気軽にご相談ください。
お問合せ・御見積ご依頼はこちら
担当:相浦(運営:紀之国屋)

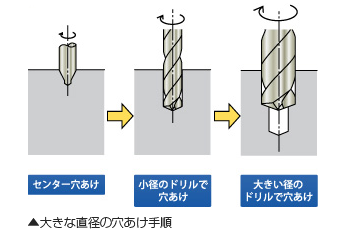
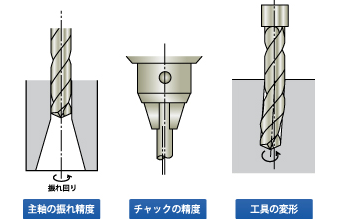
通常、穴あけ加工を行う場合には、まず穴をあける位置をけがきなどで決め、その位置にポンチで印をつけておきます。印をつけた位置にセンタードリルでセンターもみを行い、その後ドリルで穴加工を行っていきます。 この様な当然のことを徹底して実施することが、穴あけ加工における失敗を防ぐ大きなポイントです。 特に大きな径の穴をあける場合には小径のドリルから徐々に大きい径のドリルを使い数段階に分けて加工を施します。



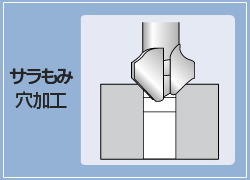
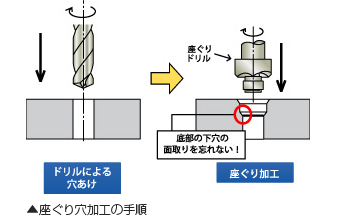
段付きの穴加工が必要な場合には、座ぐり穴加工を施します。座ぐり穴を加工する場合は、ドリルで穴をあけた後に、各種工具を用いて加工します。 座ぐり加工後、面取り加工を忘れないようにしなければなりません。特に座ぐり穴底部の下穴の面取りを忘れないことが失敗を防ぐポイントです。
九州部品加工センター.COMを運営している紀之国屋では、 追加工だけでなく製品全体の加工も受託できますのでお気軽にご相談ください。
お問合せ・御見積ご依頼はこちら
担当:相浦(運営:紀之国屋)

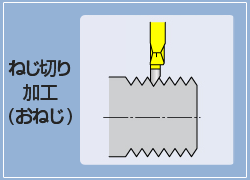
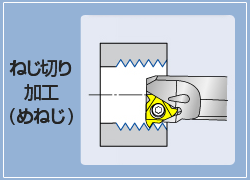
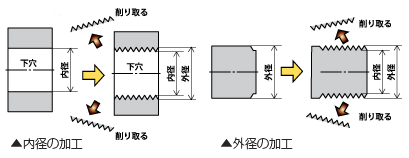
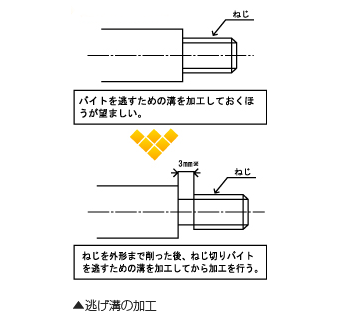
ねじ切り追加工は基本的に切削加工(材料を削り取る加工)であるので、外径を削る場合は「外径」の太さの材料からねじの部分を削り取ることになり、内径を削る場合は「内径」の太さの穴(下穴)をあけてからねじの部分を削り取ることになります。 加工する部分が内径なのか、外径なのかをここでしっかりと押さえておくことが、ねじ切りの初歩的なミスを防ぐポイントです。

九州部品加工センター.COMを運営している紀之国屋では、 追加工だけでなく製品全体の加工も受託できますのでお気軽にご相談ください。
お問合せ・御見積ご依頼はこちら
担当:相浦(運営:紀之国屋)